£µų▌Č”╝čŠ½├▄ÖC(j©®)ąĄėąŽ▐╣½╦Š
ųŲ─Żī”(du©¼)ĶT╝■ŠĆ╩š┐s┬╩Ą─ė░Ēæ
ŅÉą═Ż║ą┬┬ä ╝ė╚ļĢr(sh©¬)ķgŻ║2013-5-2
«a(ch©Żn)ŲĘłDŲ¼Ż║H_imgg
ųŲ─Żī”(du©¼)ĶT╝■ŠĆ╩š┐s┬╩Ą─ė░ĒæŻ║
1����ĪóŽ×Ż©─ŻŻ®┴ŽĄ─ŠĆ╩š┐s┬╩╝s×ķ0.9ŻŁ1.1%Ż╗
2�ĪóŽ×?z©Īi)ŻÅĮŽ“Ż©╩▄ūĶŻ®╩š┐s┬╩āH×ķķL(zh©Żng)Č╚ĘĮŽ“Ż©ūįė╔Ż®╩š┐s┬╩Ą─30ŻŁ40%Ż¼╔õŽ×£žČ╚ī”(du©¼)ūįė╔╩š┐s┬╩Ą─ė░Ēæ▀h(yu©Żn)▀h(yu©Żn)┤¾ė┌ī”(du©¼)╩▄ūĶ╩š┐s┬╩Ą─ė░Ēæ��ĪŻŻ©╔õŽ×£žČ╚×ķ57ŻŁ59ĪµŻ¼£žČ╚įĮĖ▀╩š┐sįĮ┤¾�����ĪŻŻ®
3���Īó╔õŽ×£žČ╚�Īó╔õŽ×ē║┴”��Īó▒Żē║Ģr(sh©¬)ķgī”(du©¼)╚█─Ż│▀┤ńĄ─ė░Ēæęį╔õŽ×£žČ╚║▄├„’@����Ż¼Ųõ┤╬×ķ╔õŽ×ē║┴”Ż¼▒Żē║Ģr(sh©¬)ķgį┌▒ŻūC╚█─Ż│╔ą═║¾ī”(du©¼)╚█─ŻūŅĮK│▀┤ńĄ─ė░Ēæ║▄ąĪ�����ĪŻ
4��Īó╚█─Ż┤µĘ┼Ģr(sh©¬)����Ż¼īó▀M(j©¼n)ę╗▓Į«a(ch©Żn)╔·╩š┐s�Ż¼Ųõ╩š┐sųĄ╝s×ķ┐é╩š┐s┴┐Ą─10%��Ż¼Ą½«ö(d©Īng)┤µĘ┼12ąĪĢr(sh©¬)║¾���Ż¼╚█─Ż│▀┤ń╗∙▒ŠĘĆ(w©¦n)Č©ĪŻ
5�ĪóųŲÜż▓─┴ŽĄ─ė░ĒæŻ║▓╔ė├õåėó╔░ĪóõåėóĘ█�Īó╔ŽĄĻ╔░Īó╔ŽĄĻĘ█ę“Ųõ┼“├øŽĄöĄ(sh©┤)ąĪ�Ż¼āH×ķ4.6Ī┴10ŻŁ6/ĪµŻ¼ę“┤╦����Ż¼┐╔ęį╗“┬į▓╗ėŗ(j©¼)ĪŻ
6��Īóą═ÜżĄ─▒║¤²Ż║ė╔ė┌ą═ÜżĄ─┼“├øŽĄöĄ(sh©┤)ąĪ�Ż¼«ö(d©Īng)ą═Üż£žČ╚×ķ1150ĪµĢr(sh©¬)Ż¼āH×ķ0.053%����Ż¼ę“┤╦Ż¼ę▓┐╔ęį╗“┬į▓╗ėŗ(j©¼)��ĪŻ
7ĪóØ▓ĶT£žČ╚Ą─ė░ĒæŻ║Ø▓ūó£žČ╚įĮĖ▀�����Ż¼╩š┐s┬╩įĮ┤¾��Ż╗Ø▓ūó£žČ╚Ą═����Ż¼╩š┐s┬╩ąĪŻ¼ę“┤╦Ø▓ūó£žČ╚æ¬(y©®ng)▀m«ö(d©Īng)��ĪŻ
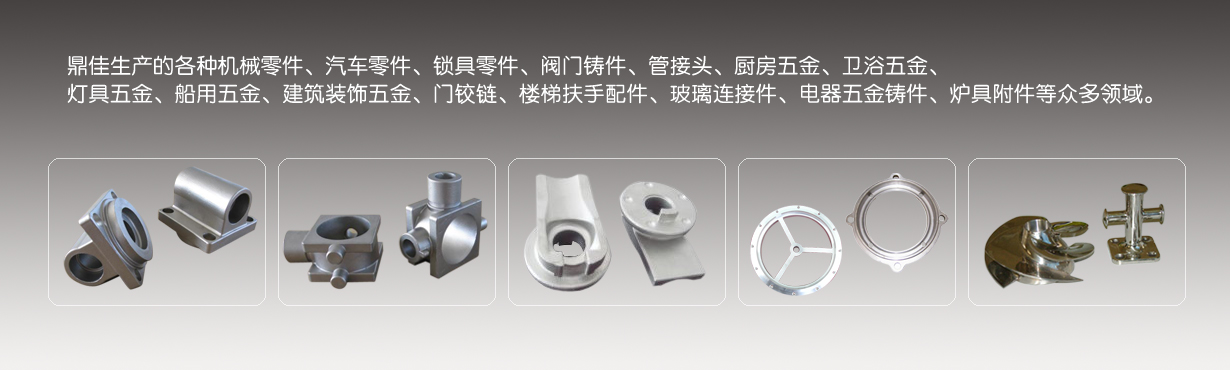
ŪÓ┐hČ”╝čŠ½├▄ĶTįņėąŽ▐╣½╦ŠīŻśI(y©©)╔·«a(ch©Żn)Ė„ĘNŠ½├▄ĶT╝■�����Ż¼▀\(y©┤n)ė├Š½├▄ĶTįņ��Īó╣Ķ╚▄─zĶTįņ���Īó▓╗õPõōĶTįņ���Īó▓╗õPõōŠ½├▄ĶTįņĄ╚Ž╚▀M(j©¼n)ĶTįņ╣ż╦ćŻ¼╔·«a(ch©Żn)Ą─«a(ch©Żn)ŲĘęį┐pųŲĶT╝■×ķų„�����Ż¼░³└©Ė„ĘN╣żśI(y©©)┐p╝xÖC(j©®)┴Ń╝■���Īó┐pųŲ┼õ╝■��Īó╝Å┐Ś┼õ╝■Ą─ĶTįņĘ■äš(w©┤)���ĪŻ┘|(zh©¼)┴┐ėą▒ŻūCŻ¼Į³─ĻüĒ(l©ói)�Ż¼╩▄ĄĮą┬└Ž┐═æ¶Ą─ę╗ų┬šJ(r©©n)┐╔ŻĪÜgėŁŪ░üĒ(l©ói)▀x┘Å(g©░u)�Ż¼šł(q©½ng)ČÓĻP(gu©Īn)ūóŪÓ┐hČ”╝čŠ½├▄ĶTįņėąŽ▐╣½╦Š╣┘ĘĮŠW(w©Żng)šŠm.matthewerxleben.com

£µų▌Č”╝čŠ½├▄ÖC(j©®)ąĄėąŽ▐╣½╦Šų„ꬫa(ch©Żn)ŲĘėąŻ║╝Å┐ŚĶT╝■Īó┐pųŲĶT╝■�����ĪóŲ¹┼õŠ½├▄ĶT╝■�Īó▐r(n©«ng)ė├ÖC(j©®)ąĄŠ½├▄ĶT╝■Īó╝Å┐ŚÖC(j©®)ąĄŠ½├▄ĶT╝■�Īó▓ÕčĒÖC(j©®)ßśĶT╝■ĪóµiŠ▀ĶT╝■��Īó▓╗õPõōĶT╝■�����Īó╣Ķ╚▄─zŠ½├▄ĶT╝■Īó╠╝õōĶT╝■����Īó┐p╝xÖC(j©®)ĶT╝■Īó╬ÕĮŠ½├▄ĶT╝■�����Īó┤¼ė├╬ÕĮĶT╝■����ĪóĖ▀ĶF╬ÕĮĶT╝■Ī󤶒Ś╬ÕĮĶT╝■���Īó╝ęŠ▀╬ÕĮĶT╝■��Īó┤¼ė├╬ÕĮĶT╝■Ą╚Š½├▄ĶT╝■����ĪŻ▀xė├ć°(gu©«)ļH╔ŽŽ╚▀M(j©¼n)Ą─╣Ķ╚▄─zĶTįņ╣ż╦ć��Ż¼Ė„ĘNĶT╝■Š½├▄Č╚Ė▀�����Ż¼ŲĘ┘|(zh©¼)▒ŻšŽĪŻ